

菜 单关 闭

1,概述
钛合金截止止回阀具有截止和防止回流的双重作用,其耐蚀性能好、重量轻、可靠性高,正在被广泛应用于船舶海水管路系统中。船舶管系布置安装时,需要将某些特殊工况阀门的传动机构(手轮、齿轮箱、电动装置等)延伸至易开启、事故工况下不易被海水淹没的安全位置。规范明确舷侧部位主海底阀的手轮或手动操纵装置,应高出花钢板以上450 mm。主机应急吸水口一般应通向主冷却水泵并装设截止止回阀,阀杆应适当延伸以使手轮高出花钢板以上450 mm。
目前船厂反馈对于这种加长操作需求的阀门,供货厂家一般采取直接加长阀杆的方式,使用时普遍存在密封不严、不敢加力操作等隐患。针对实船上阀杆加长操作的实际需求和客户提出的问题,本文以某产品为例,重点研究如何设计、制造出操作可靠的加长操作型钛合金截止止回阀。
2,技术参数及产品介绍
公称通径 DN125
公称压力 2.5MPa
适用温度 0~36 ℃
介质 海水
材质 钛及钛合金
加长操作尺寸 阀门处于截止状态时,流道中心线至手轮顶部距离为830 mm。
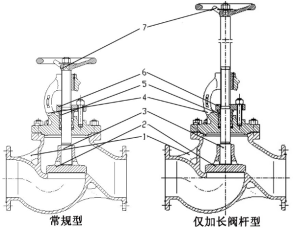
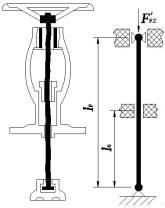
1.阀体 2.阀瓣 3.阀杆 4.阀盖 5.压套 6.压板 7.手轮
图1 常规型与仅加长阀杆型截止止回阀
如图1所示为常规型船用截止止回阀和直接加长阀杆的截止止回阀,可以看出,加长阀杆型截止止回阀仅是在常规截止止回阀基础上加长阀杆使手轮达到高度要求,其他结构无变化。目前船厂反映这种直接加长阀杆型的截止止回阀结构刚度较差,操作可靠性不高,随着服役时间和开关频次的增加,易出现阀杆晃动、密封泄漏等现象。
3,结构设计
针对上述加长阀杆后出现的问题,设计了延长阀杆及阀盖结构的加长操作型截止止回阀,其主要零件在图1结构的基础上新增了导向套(序号8),结构如图2所示。
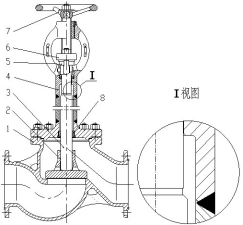
1.阀体 2.阀瓣 3.阀杆 4.阀盖 5.压套 6.压板 7.手轮 8.导向套
图2 延长阀杆及阀盖型截止止回阀
(1)加长阀盖设计
借鉴低温领域长颈阀门结构,加长阀盖采用法兰、接管、支架铸件组焊而成。加长型钛合金阀盖未采用整体铸造设计,若铸成中空结构,因阀盖较长、壁太薄将导致铸造性能较差,一旦内孔存在缺陷将不易发现或补焊;若铸成实心结构材料成本会变高,同时由于阀盖较长,内孔加工时刀杆伸进去过长,机加工颤动大,加工精度难以保证,加工难度显著增加。
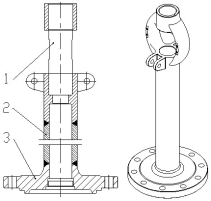
1.支架 2.接管 3.法兰
图3 加长阀盖结构
(2)上密封位置上移设计
如图2局部放大视图所示,阀杆加长后,阀盖上密封采用上移结构,使得阀盖腔体不会单独形成封闭区域,有利于上密封结构的密封,可以实现在线更换填料。同时由于阀杆上密封以下部位直径加大,提高了加长阀杆的刚度。
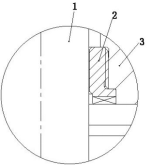
1.阀杆 2.导向套 3.加长阀盖
图4 导向套结构
(3)阀盖底部导向套设计
如图4所示,阀盖底部安装导向套,相当于在阀杆的位置增加一个中间支座,通过增加约束,使阀杆不易发生弯曲变形,从而提高阀杆的稳定性。
4,阀杆稳定性分析
截止止回阀在截止状态时,阀杆承受轴向压力,加长操作型截止止回阀阀杆结构细长,需应用压杆稳定知识校验其稳定性。对常规结构、仅加长阀杆(方案1)、同时加长阀杆和阀盖(方案2)3种形式下阀杆的稳定性进行对比分析
(1)阀杆的细长比(柔度)λ计算

式中 dF――阀杆直径,m
lF――阀杆计算长度,对于旋转升降杆,指的是从阀杆螺母螺纹全高中点至阀杆下端面的距离,m
l0――下支承到中间支承的距离,对于旋转升降杆,指的是从阀杆下端面至中间支承点的距离,mm
μλ――长度系数,与支承形式有关,该值由l0/lF值查得
常规结构与方案2的支承形式具有中间支承、一端铰链支承、一端具有角约束和线约束,其结构如图5(a)所示。方案1的支承形式如图5(b)所示,其中lF1段为一端自由约束、一端铰链支承,μλ取1;lF2段与图5(a)支承形式相同。3种结构形式下阀杆长度系数及柔度值如表1所示。
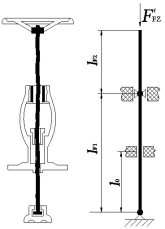
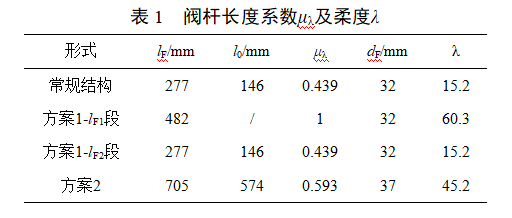
计算常规结构、方案1、方案2的最大柔度依次为15.2、60.3、45.2,常规结构形式下阀杆计算柔度小于设计允许值30,一般不进行稳定性验算。可以看出采用方案1阀杆柔度大于方案2,柔度越大阀杆稳定性越差,现对方案1和方案2阀杆进行进一步稳定性校核。
(2)阀杆材料临界细长比λL计算

式中 λL――临界细长比,与材料性质有关
E――材料弹性模量,MPa
σp――材料比例极限,MPa
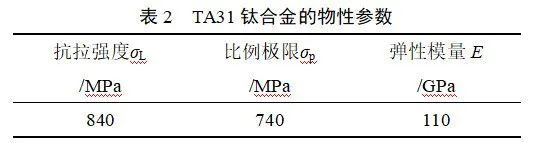
TA31钛合金的物性参数如表2所示,通过计算TA31材质阀杆,临界细长比λL为38.3。
(3)阀杆稳定性校核
当λ≥λL时,属于大柔度(高细长比)压杆,使用欧拉公式校核阀杆稳定性。
式中 nw――稳定安全系数,取2.5
[σy]w2――高细长比压杆的稳定许用应力,MPa
σy――阀杆压应力,MPa
图片――关闭阀门的阀杆总轴向力,N
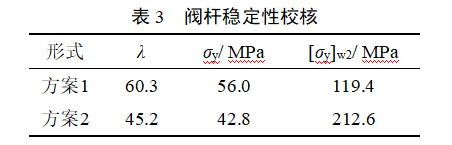
PN25、DN125钛合金截止止回阀关闭时阀杆总轴向力约为45000 N,代入式(3)进行计算,稳定性校核分析如表3所示。通过计算可得两种加长操作形式下,阀杆稳定性校核均合格。采用同时加长阀杆和阀盖(方案2)的设计,阀杆压应力较小、阀杆稳定许用应力(临界许用应力)大幅增加,阀杆稳定性显著提高。
5,阀门操作性能分析
一般情况下,小尺寸阀门单手操作手轮时掌心应垂直于手轮旋转轴线,大尺寸阀门操作手轮时双手应抓住手轮的对称两侧,同时均匀施力。实船上阀门安装工况复杂,存在倾斜安装、侧装情况,同时考虑到船舶各种紧急、恶劣工况下操作阀门人员的状态,旋转手轮时圆周力一般很难做到均衡,这样在手轮外圆上极易产生偏心力F。
如图6所示,将偏心力向阀杆轴向简化后会分解产生力偶矩FD/2和横向力F,综合作用下阀杆会发生弯、扭组合变形。仅加长阀杆的方案(方案1)阀盖以上呈悬臂结构,偏心力作用下阀杆在阀杆螺母处承受最大弯矩值为FL,使得阀杆在阀杆螺母配合处产生附加弯曲应力,影响阀杆和阀杆螺母的配合可靠性,并且悬臂越长,即L越大,该附加应力越大。
相比方案1,同时加长阀杆和阀盖的结构(方案2)因阀杆螺母紧挨手轮,即L趋近于零,因偏心力产生的弯矩可以忽略,阀门倾斜安装或手轮圆周力加力不均对其影响较小,不受安装工况及人员操作状态影响,实操可靠性较强。

6、工艺研究
(1)钛合金加长阀盖制造
钛合金加长阀盖制造采用粗加工、组焊、精加工的工艺。支架、接管、法兰组焊时,焊缝设置位置需避开上密封位置。如图7中尺寸d1、h,为减小加长阀盖组焊时变形,将接管与支架、法兰的焊接接头设计为“锁底”结构,接管承插装入支架、法兰,保证装配定位可靠,可减小焊接变形影响。同时,采用小电流焊接方式进行施焊,控制层道间温度及单道焊缝厚度,每道焊后均要对加长阀盖两端内孔的同轴度进行检测跟踪。阀盖加工过程如图8所示。
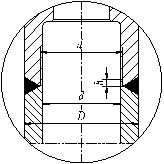

图7 焊接坡口图
(2)钛合金加长阀杆加工
相比钢、铝材质,钛合金热导率很低,在切削加工过程中热量不易迅速传递,高温集聚于切削区域,易导致加工精度低、刀具损伤等问题。因此,加工钛合金时需要保证其热稳定性,主要从刀具、加工进给量、切削液等方面考虑。同时,钛合金加长阀杆长度为788 mm,直径为37 mm,长径比约为21,属于细长杆结构,加工过程中容易发生变形。为了保证加工后阀杆的圆柱度和同轴度,增加了粗加工、半精加工工序,逐步释放加工应力,同时在精加工之前进行自然时效,充分释放内应力。通过上述方法综合保证了加长阀杆的加工精度。阀杆加工过程如图9所示。

7,结语
针对加长操作型截止止回阀,设计了同时加长阀盖和阀杆的结构形式,通过理论分析可知,相比仅加长阀杆的方案,本设计方案下阀杆稳定性更优,阀门操作可靠性更好。研究给出了钛合金加长阀盖、加长阀杆的制造工艺,产品装配后操作灵活,通过各项出厂试验和实际应用考核,现场服役反馈良好。

扫一扫产品询价
扫一扫产品询价
 020-32399500
020-32399500 13826088101
13826088101 网站地图
网站地图 在线咨询
在线咨询 产品询价
产品询价